

为满足客户用 广西钦州河道护栏各种需求,鸿山金属制造有限公司常年备货了 广西钦州河道护栏,还和多家省内外物流建立了长期的合作关系,发货快捷,方便省心。公司坚持“诚信经营、用户至上:满足顾客要求、不断持续改进”的企业宗旨和质量方针,达到客户安心的经营理念,为广大客户提供合格的 广西钦州河道护栏产品和满意的服务。


线膨胀系数越大,热膨胀速率越大
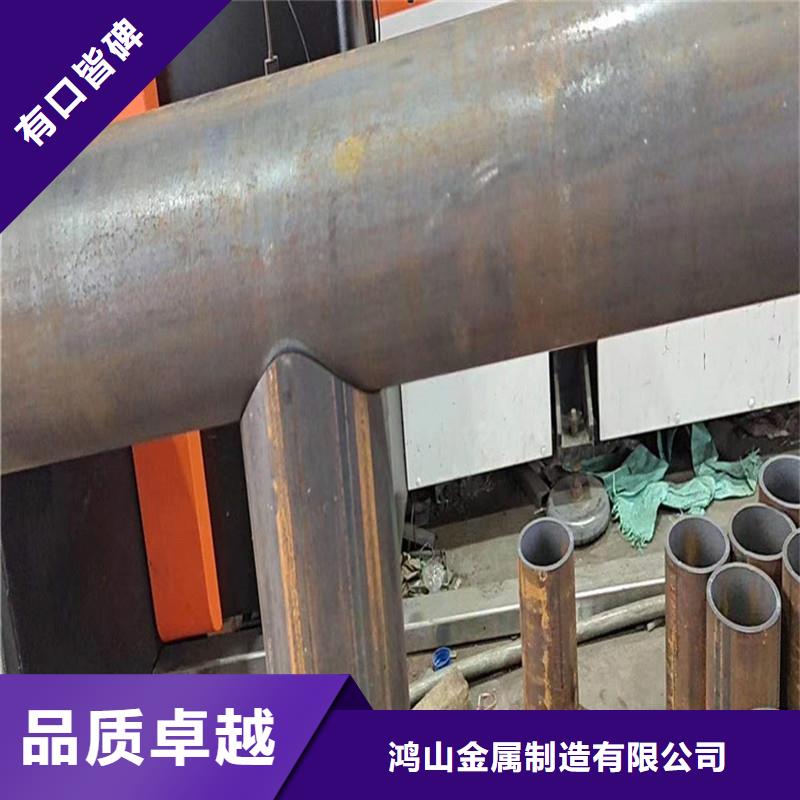
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打冷却时收缩越大,熔池结晶时会产生较大的焊接应力。这种焊接应力不易,导致焊接变形较大。由于焊缝两侧材料的受力状态不同,很容易在焊缝和热影响区产生裂纹,甚至导致焊缝金属和母材剥落。
3.不同材料的导热系数和比热容差越大,焊接难度越大。材料的导热系数和比热容会使焊缝金属的结晶条件恶化,激光切管晶粒严重变粗,影响难熔金属的润湿性。因此,焊接时应选用强热源,热源的位置应向导热性好的母材一侧倾斜。
4. 不同材料之间的电磁性能差异越大,焊接就越困难
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
。因为材料的电磁差越大,焊接电弧越不稳定,焊缝越差。
5. 不同材料之间形成的金属间化合物越多,焊接就越困难。由于金属间化合物的脆性,很容易在焊缝中产生裂纹甚至断裂。
6. 在异种材料焊接过程中,由于焊接区金相组织的变化或新形成的组织,导致焊接接头性能恶化,给焊接带来很大的困难。









激光切割技术是一项生产效率高、生产率高的技术
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
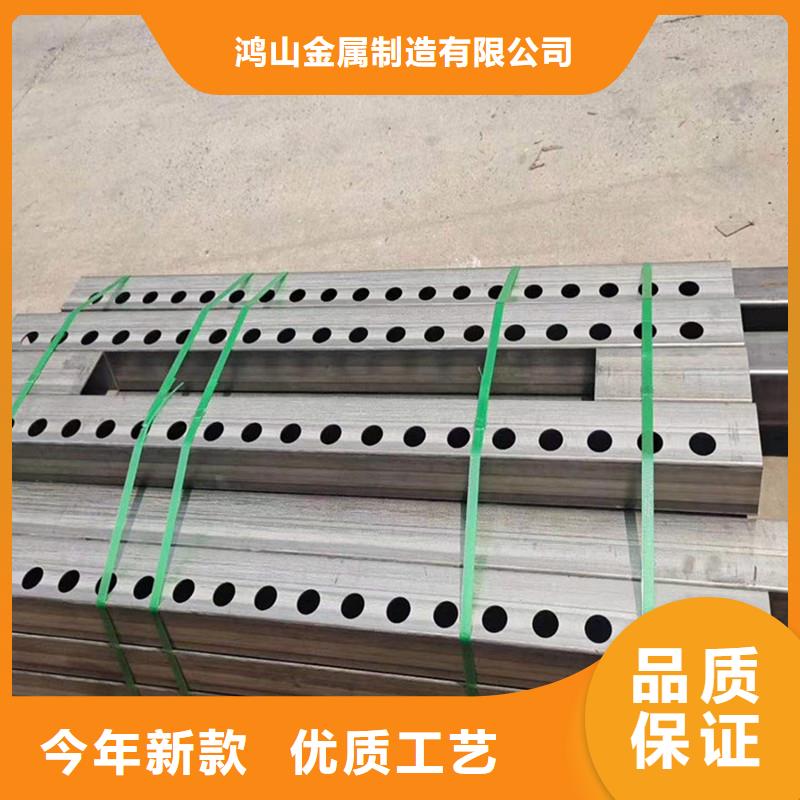
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
。激光切管机有四个优点。1. 切削精度高,尺寸精度高,切削光洁,无毛刺,材料损耗小;2. 激光切割的热影响区很小 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打,几乎不存在热变形和氧化现象。可以制作出高质量、更一致的零件,尤其有利于后续的自动焊接;3.切割效率高,可实现批量生产。激光切割的所有操作都可以统一到同一个单元作为一个连续的操作流程,大大缩短了物流时间。标准管材长度为6米,采用传统加工方法需要非常重的夹紧,而激光加工可以轻松的完成数米管材的夹紧和定位,使得批量加工成为可能。4. 激光切割机采用数字系统控制,这也是激光切割机切割管材的优点之一。首先,它保证了准确性和灵活性。激光管切割技术可以加工任何已编程的形状,可以完成任意方向的切割。模板的形状可以在没有任何工具的帮助下快速改变。在不影响整个生产过程的情况下,修改设计方案;更大的优点是终端用户可以控制短版或中版的制作,而不用制作大量的模板,可以更快地响应客户的需求
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
,实现个性化定制。
